For carburising, case hardening, carbonitriding, through hardening, normalizing, annealing processes.
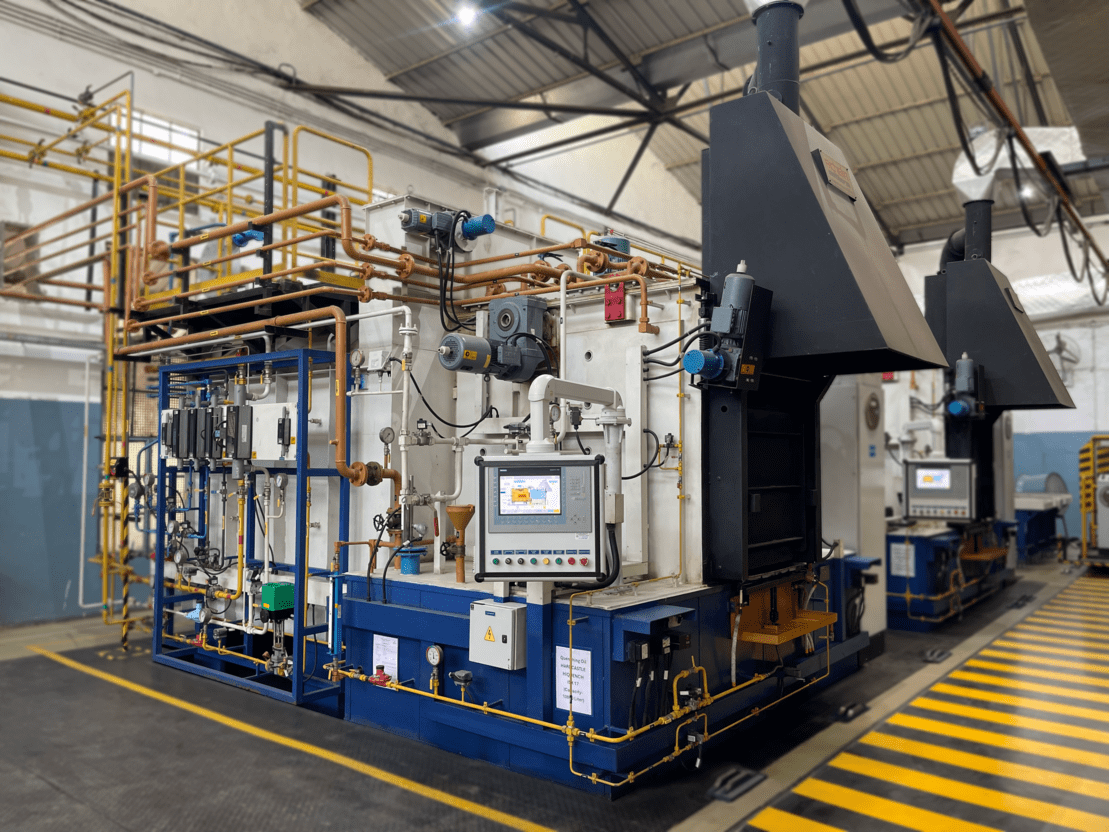
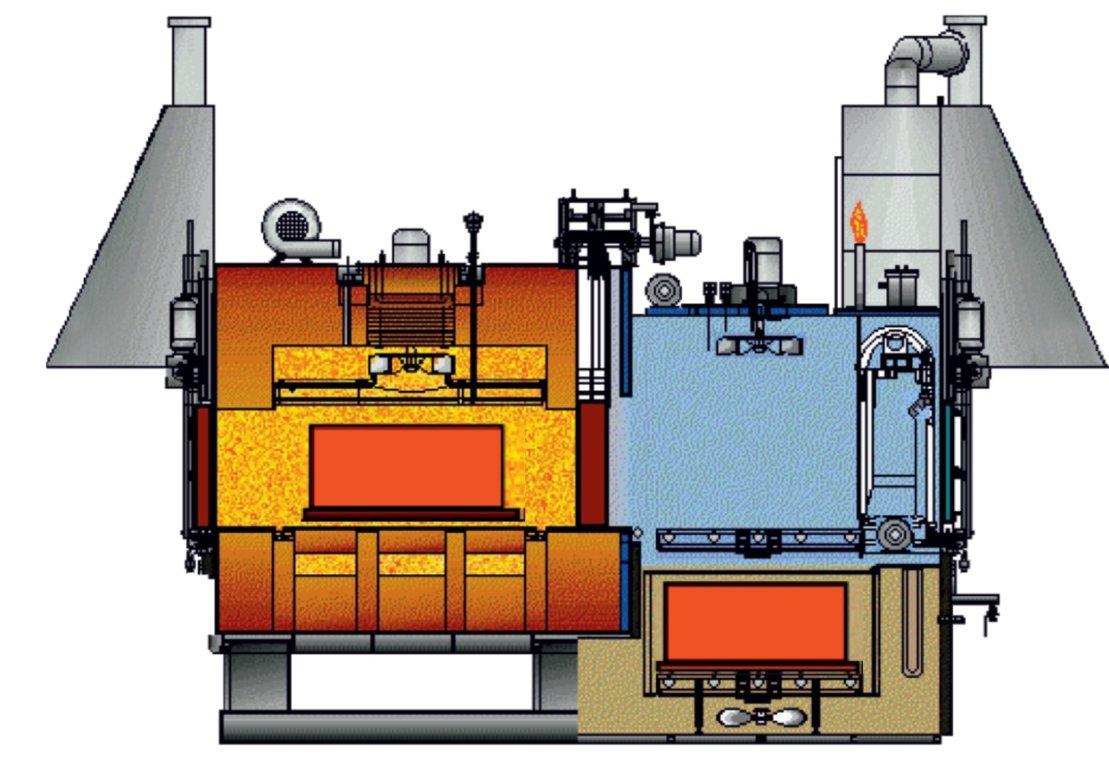
MAIN CHARACTERISTICS OF SINGLE CHAMBER SEALED QUENCH FURNACE:
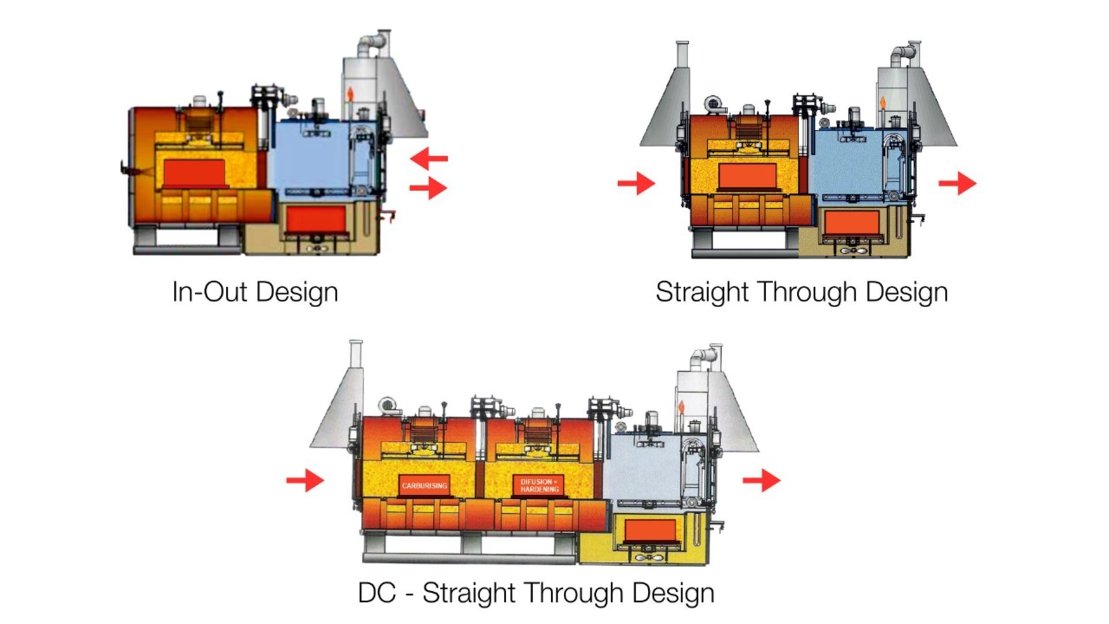
In-Out Design / Straight Through Design.
Electric / Gas heated options available.
Designed on principle of no compressed air and no cooling water.
All electromechanical drives for doors, elevator and charge machine.
No moving part in heating chamber apart from re-circulation fan.
Re-circulation fan coupled with standard motor, fan housing is oil cooled closed circuit Siphon design.
Silicon Carbide skids in heating chamber.
Carbon potential control +/- 0.02% during carburising through motorized valve in enriching line.
Silicon Carbide muffle in heating chamber for uniform temperature and atmosphere distribution (optional).
Temperature uniformity better than +/- 5°C
High uniformity and reproducibility of heat treatment results.
Furnace atmosphere: Endo Gas / Methanol / N2
Enriching gas: LPG / Propane / Natural Gas.
Quench oil volume ratio as per customer requirement(Minimum - 1:8).
HYPER Quench: The quench oil agitation system has draft tube which diverts the quench oil in the closed oil guide box surrounding the charge which ensures pressurized and uniform oil flow circulation throughout the charge during quenching. The propeller diameter is 325 mm driven by 5.5/7.5 kW motors through VFD with 2/4 nos. agitators depending upon the size of furnace.
Sealed Oil Quench or Sealed Salt Quench.
Fully automatic operation though PLC, HMI and latest process control systems.
Fully Automatic no man operation plants through iFACE (intelligent Fully Automatic Controlled Equipment)
Gross Capacities: 350 to 2500 kg / batch.
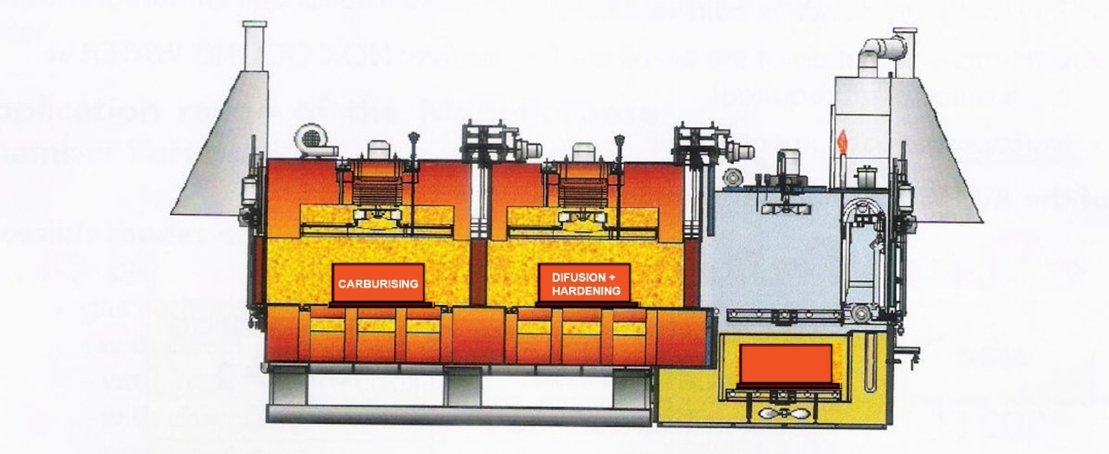
MAIN CHARACTERISTICS OF DOUBLE CHAMBER SEALED QUENCH FURNACE:
Straight Through Design.
Electric / Gas heated options available.
For high throughput plants.
Compact design with two heating chambers and common quench tank.
Savings in connected load, running cost and space.
Designed on principle of no compressed air and no cooling water.
All electro-mechanical drives for doors, elevator and charge machine.
No metallic moving part in heating chamber apart from re-circulation fan.
Re-circulation fan coupled with standard motor, fan housing is oil cooled closed circuit Siphon design.
Silicon Carbide skids in heating chambers.
Silicon Carbide muffle in heating chambers for uniform temperature and atmosphere distribution.
Temperature uniformity better than +/- 5°C.
Carbon Potential control +/- 0.02% during Carburising through motorised valve in enriching line.
Furnace atmosphere : Endo Gas / Methanol / N2.
Enriching gas : LPG / Propane / Natural Gas.
Quench oil volume ratio as per customer requirement(Minimum - 1:8).
HYPER Quench: The quench oil agitation system has draft tube which diverts the quench oil in the closed oil guide box surrounding the charge which ensures pressurised and uniform oil flow circulation throughout the charge during quenching. The propeller diameter is 325 mm driven by 5.5/7.5 kW motors through VFD with 2/4 nos. agitators depending upon the size of furnace.
High uniformity and reproducibility of heat treatment results.
Fully automatic operation though PLC, HMI and latest process control systems.
Computerised Data Logging System.
Fully Automatic no man operation plants through iFACE (intelligent Fully Automatic Controlled Equipment)